Ebullated Pump: Product Features, Applications, and Market Trend
Aug 30, 2024
Introduction
Ebullated pumps also called boiling pump,which play a crucial role in the chemical industry, especially under high-temperature and high-pressure conditions. With the growing industrial demand, the design and manufacturing technology of boiling pumps are continuously evolving to meet stricter operational requirements. This article will introduce the structural characteristics, design advantages, typical applications, current market trends, and cutting-edge manufacturing technologies of ebullated pumps.
1. Structural Features of Ebullated Pumps
Ebullated pumps are typically used to transport high-temperature liquids, and their design must withstand extreme temperatures and pressures. Key structural features include:
High-Temperature Resistant Materials: High-performance alloy steel, stainless steel, or titanium alloys are commonly used for their excellent heat and corrosion resistance, allowing long-term operation under harsh conditions.
Double-Casing Design: To enhance structural strength and safety, ebullated pumps usually feature a double-casing design, effectively preventing leakage due to casing rupture.
Efficient Impellers: The impeller design directly impacts the pump's efficiency. Modern Ebullated pumps often use fluid dynamically optimized impellers to minimize energy loss and improve overall efficiency.
2. Design Features of Ebullated Pumps
Ebullated pump designs focus on efficiency, stability, and safety, with key features including:
Precision Mechanical Seals: To prevent leakage of high-temperature liquids, Ebullated pumps typically use high-performance mechanical seals that can operate for extended periods under high temperature and pressure while being easy to maintain.
Automatic Adjustment Systems: Modern Ebullated pumps are equipped with automatic adjustment systems that regulate flow and pressure according to real-time conditions, ensuring process stability and safety.
Modular Design: Modular design simplifies maintenance and replacement and allows for customized configurations according to different application scenarios.
3. Applications of Ebullated Pumps
Ebullated pumps are widely used in the following fields:
Petrochemical Industry: Used for transporting high-temperature reactive materials, particularly in refining and distillation processes, ebullated pumps effectively handle liquid media under high temperature and pressure.
Power Industry: In power plants, ebullated pumps are used to transport high-temperature boiler feedwater, ensuring the safe operation of power equipment.
Metallurgical Industry: In metallurgy, ebullated pumps are used to transport high-temperature molten metals or smelting waste, capable of withstanding extreme working conditions.
4. Market Trends and Cutting-Edge Technologies
Market Trends
Growing Demand: The global demand for efficient, durable ebullated pumps continues to grow, especially in the Asia-Pacific region, driven by accelerated industrialization, with significant demand in the petrochemical and power industries.
Green and Sustainable: With increasing environmental requirements, energy-efficient ebullated pumps are gaining market favor. Many manufacturers are developing more energy-saving pump products to meet global environmental standards.
Cutting-Edge Manufacturing Technologies
3D Printing: Cutting-edge 3D printing technology is gradually being applied in the manufacturing of ebullated pumps, particularly in producing customized pump bodies and complex structural components. This technology allows for more precise manufacturing and shorter production cycles.
Intelligent Monitoring Systems: Ebullated pumps integrated with smart sensors can monitor operating conditions in real-time, providing instant feedback to help prevent failures and optimize operational efficiency.
5.Huasheng's Research on Ebullated Pumps
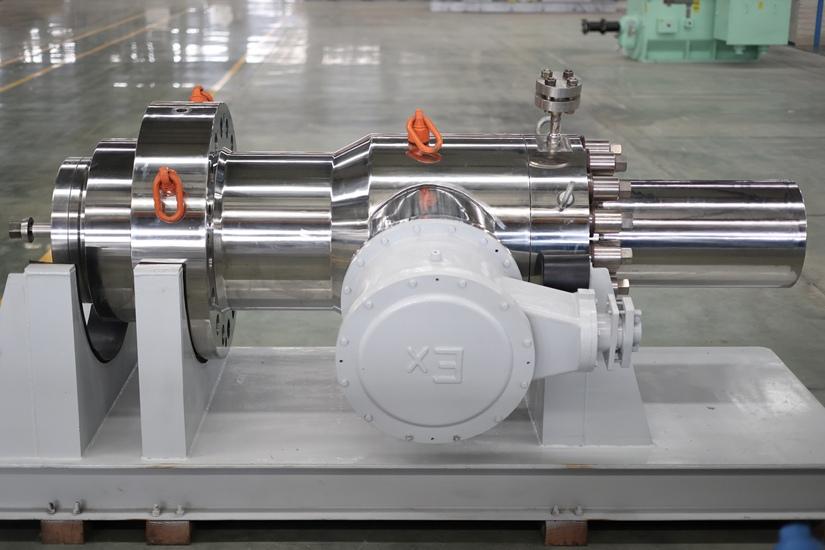
Huasheng Pumps & Valves undertook the "Residue Oil Hydrogenation Ebullated Pump Development" project, a major equipment localization project of Sinopec Headquarters in 2018. The company conducted research and development based on the operating parameters of the 2 million tons/year liquid diesel hydrogenation unit of Sinopec Zhanjiang Dongxing Petrochemical. Its rated flow rate is 835m3/h, head is 79m, temperature is 410°, and wet motor power is 250kW. The product has been delivered for on-site use, breaking the foreign monopoly on this type of product and effectively reducing the manufacturing cost of boiling pumps.
Conclusion
Ebullated pumps are essential in high-temperature, high-pressure processes in industries like chemical, energy, and metallurgy. As market demand grows and technology advances, innovations in the design and manufacturing of ebullated pumps are driving the industry forward. Choosing the right ebullated pump can not only enhance production efficiency but also meet environmental requirements, helping companies maintain a competitive edge in a rapidly evolving market.
References
Industry Report: "Global Boiling Pump Market Analysis," 2023 Edition.
Technical Article: "Design and Application of Boiling Pumps," published in 2022.
Research Report: "Application of 3D Printing in Industrial Pumps," 2021.
Market Trend Report: "Impact of Green and Sustainable Development on Industrial Pumps," 2023.