In 2010, the company began to develop the core components of annular tube pumps. In 2014, it signed a 100,000-ton annular tube axial flow pump research and development contract with Sinopec Wuhan Branch. In 2018, Huasheng Pumps and Valves' first 100,000-ton annular tube axial flow pump passed the two-year industrial assessment and passed the acceptance smoothly. The company has expanded its new product development from 100,000 tons/year polypropylene unit axial flow pumps to 200,000 tons/year and 350,000 tons/year, and then gradually covered the product performance to 600,000 tons/year polypropylene unit axial flow pumps.
In the continuous research and development process, the company has accumulated a complete set of design, manufacturing, inspection, testing and other experiences and user on-site use performance, achieving full coverage of the spectrum of 100,000 to 600,000 tons/year polypropylene and polyethylene.
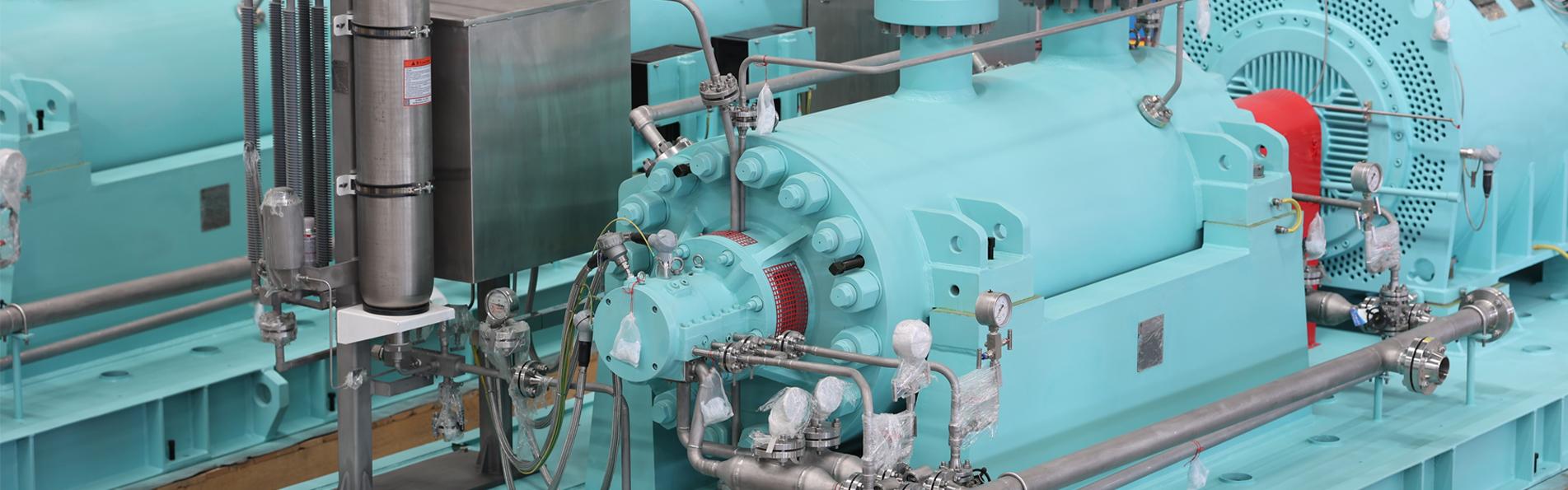
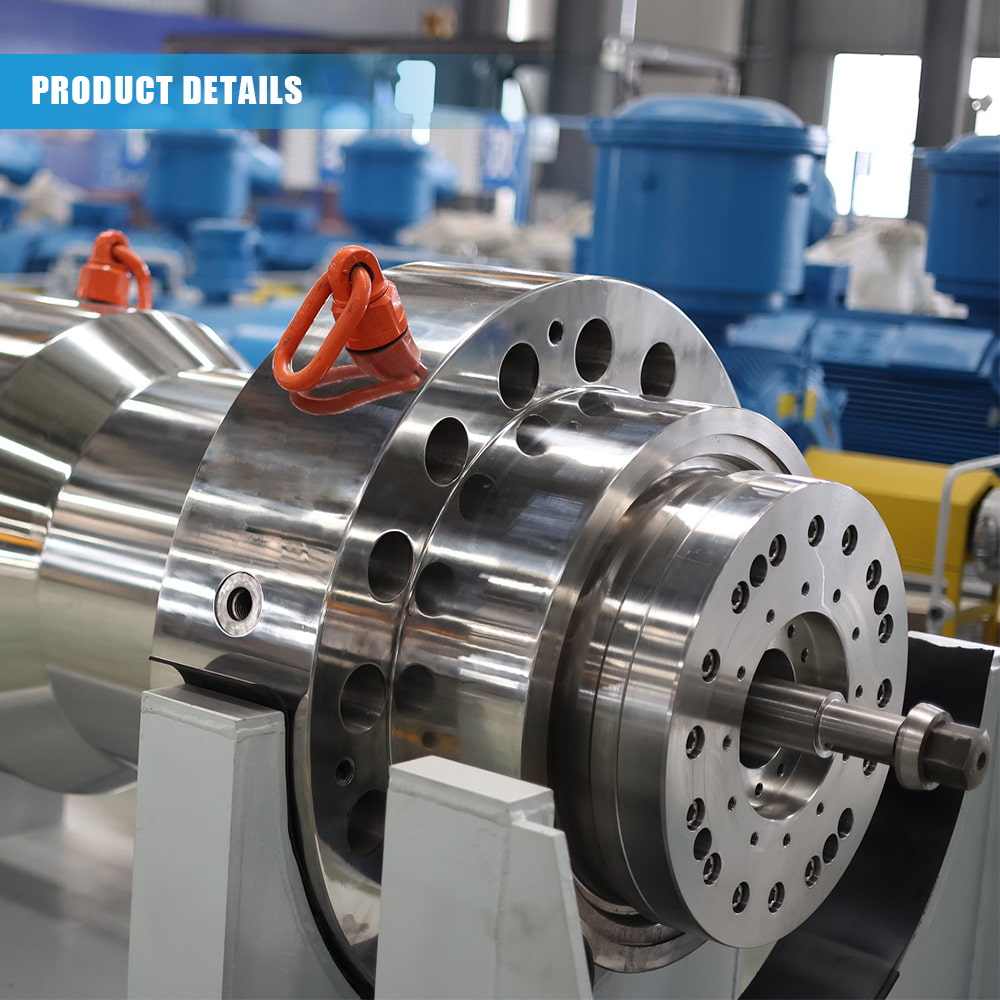
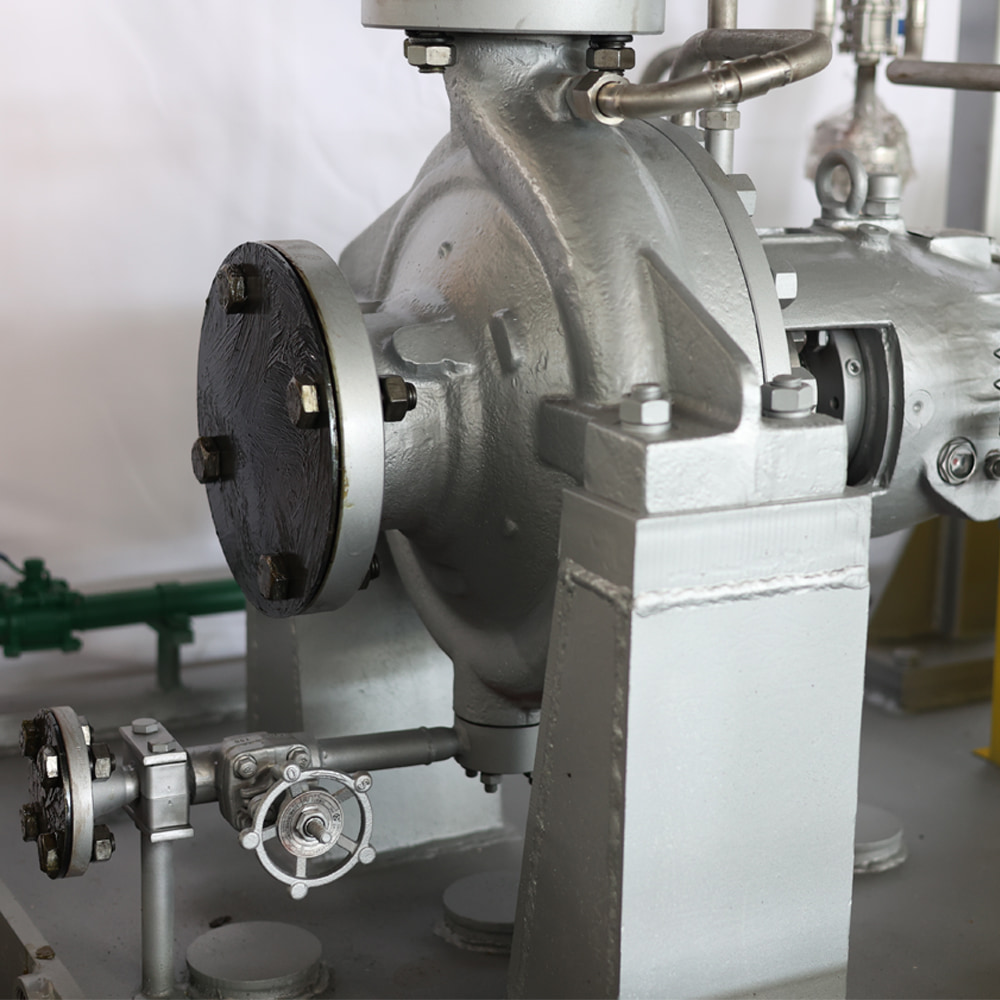
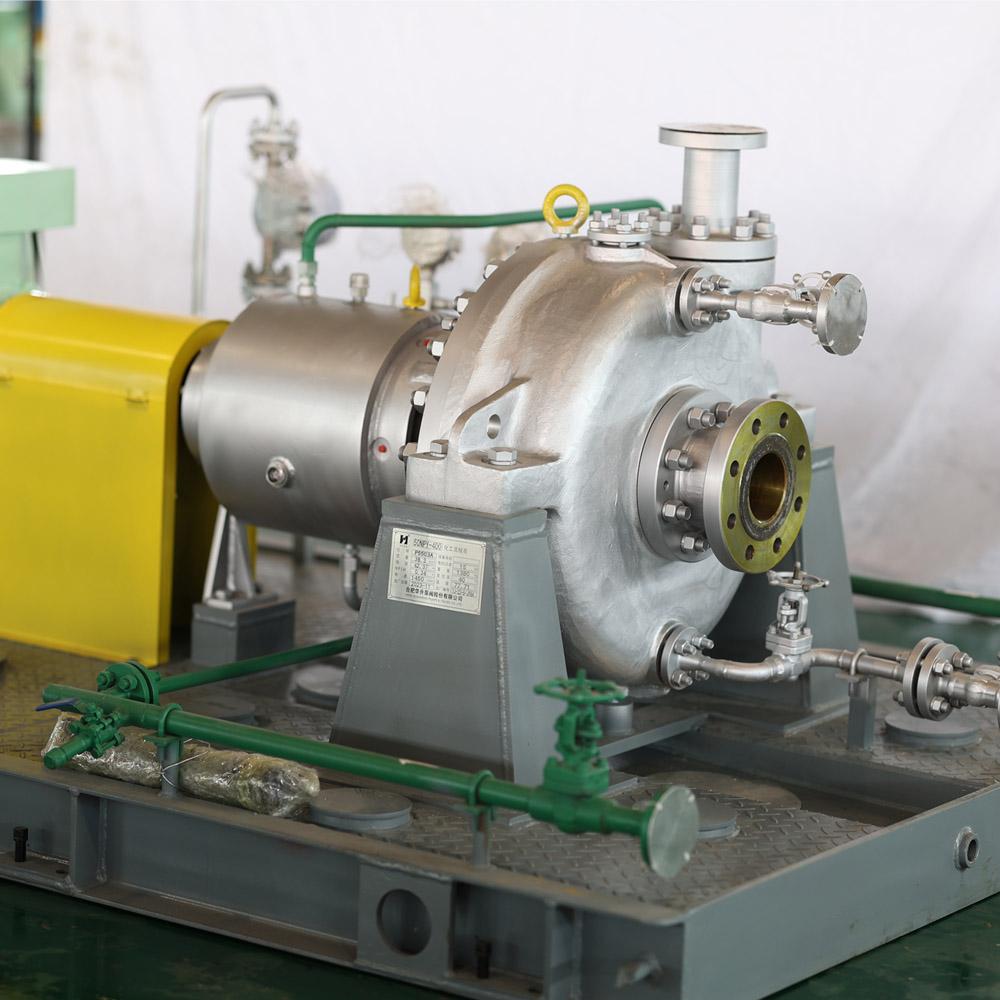
HB series Ebullated Pump is a circulating pump that provides energy for boiling bed hydrogenation unit and suspended bed hydrogenation unit. The pump adopts a shielded structure, eliminates mechanical seals, reduces leakage points, and improves equipment safety.
The pump casing adopts forgings to bear pressure, the impeller and the motor are coaxial, and the motor is lubricated by an external oil injection system. The lubricating oil pressure is higher than the pump chamber pressure to ensure that the medium does not enter the motor. The thrust bearing is made of special materials, taking into account wear resistance and conductivity to improve safety performance.
The equipment has been successfully used in Yanchang Petroleum Yulin Refinery and Sinopec Zhanjiang Dongxing Petrochemical. Shaanxi Coal Group Yulin Chemical Suspension Bed Hydrogenation Ebullated Pump is being installed and debugged.