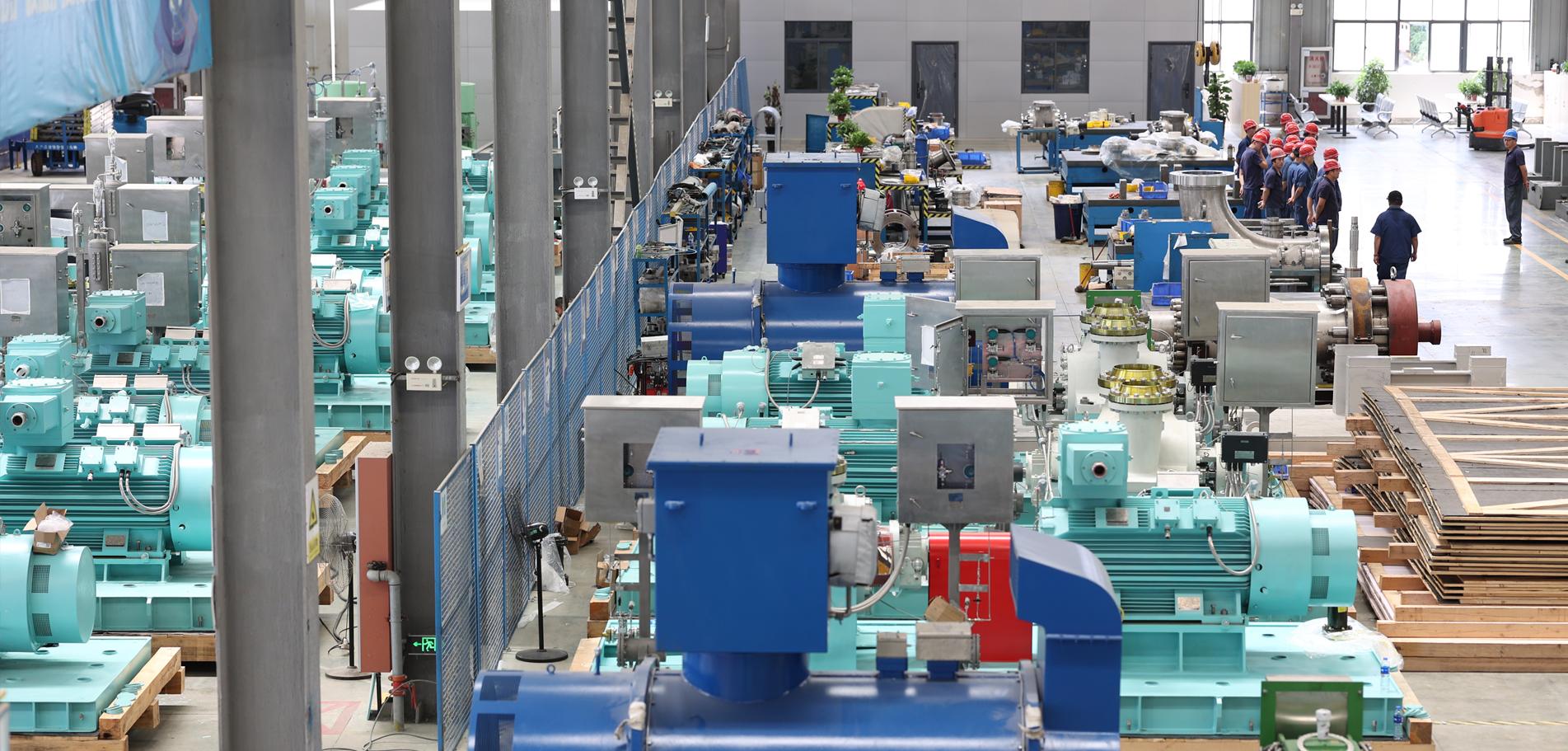
Hefei Huasheng Pumps & Valves Co., Ltd is committed to the industrialization of high-end fluid machinery equipment, providing professional customized pumps and valves to different applications worldwide.
Hefei Huasheng integrates advanced technologies such as AI, big data and the IoT to achieve intelligent, automated and personalized production processes, which improve production efficiency, streamline managements with enhanced quality control.
We deliver technical innovations that benefit everyone through continuous innovation and progress. Huasheng offers customized solutions for every customer that fulfill and exceed expectations.
* Cooperation with universities, 90+ R&D engineers * 100+ valid patents * Passed ISO9001 system and API certification. Perfect quality management system
Your Expert in Pumps
* Provide specialized custom solutions. * Established 6,000+m² product test center * Intelligent monitoring system, accurate and efficient solution to pump problems Provide specialized custom solutions.
Reliable Business Partner
* Flexibly adjust the delivery cycle according to the needs of buyers * 15+ years maritime/rail/road transport cooperation experience * Professional after-sales service team
We are pleased to announce that Hefei Huasheng Pumps & Valves Co., Ltd. will participate as an exhibitor at the International Industrial Week (IIW) 2026, which will be held at Jakarta International Expo (JIExpo) from June 3 to June 6, 2026.
📍 Exhibition Details
Exhibition Name: International Industrial Week (IIW) 2026 Date: June 3 – June 6, 2026 Venue: Jakarta International Expo (JIExpo) Address: Jl. Benyamin Sueb, Gn. Sahari Utara, Sawah Besar, North Jakarta 10720, Indonesia Booth No.: A3D115
We warmly invite partners, industry experts, and friends from around the world to visit our booth, exchange ideas, and explore opportunities for cooperation. Your presence will be highly valued, and we look forward to productive discussions during the exhibition.
You are welcome to visit us at Booth No. A3D115
Hefei Huasheng Pumps & Valves Co., Ltd. has been recognized as one of Hefei’s Outstanding Contributing Enterprises for 2025, following an announcement made at the city’s Science and Technology Innovation Conference on February 24.
The recognition highlights the company's achievements in high-end pump and valve manufacturing and its contribution to the development of advanced industrial equipment. Hefei Huasheng Pumps & Valves has built a strong reputation in the petrochemical and energy sectors through continuous investment in technology and product development.
Over the years, the company has developed a number of key products for demanding industrial applications, including ebullated-bed reactor pumps, loop reactor axial-flow pumps, and absorption tower circulation pumps. Several of these technologies have helped reduce reliance on imported equipment in China's energy and petrochemical industries.
Hefei Huasheng Pumps & Valves also operates advanced R&D platforms, including a national postdoctoral research workstation, and has obtained more than 200 patents. The company has participated in the development of multiple industry standards and continues to expand its technological capabilities.
Looking ahead, Hefei Huasheng Pumps & Valves will continue to focus on innovation and high-quality manufacturing while strengthening collaboration with research institutions and industry partners to support the future development of advanced equipment manufacturing.
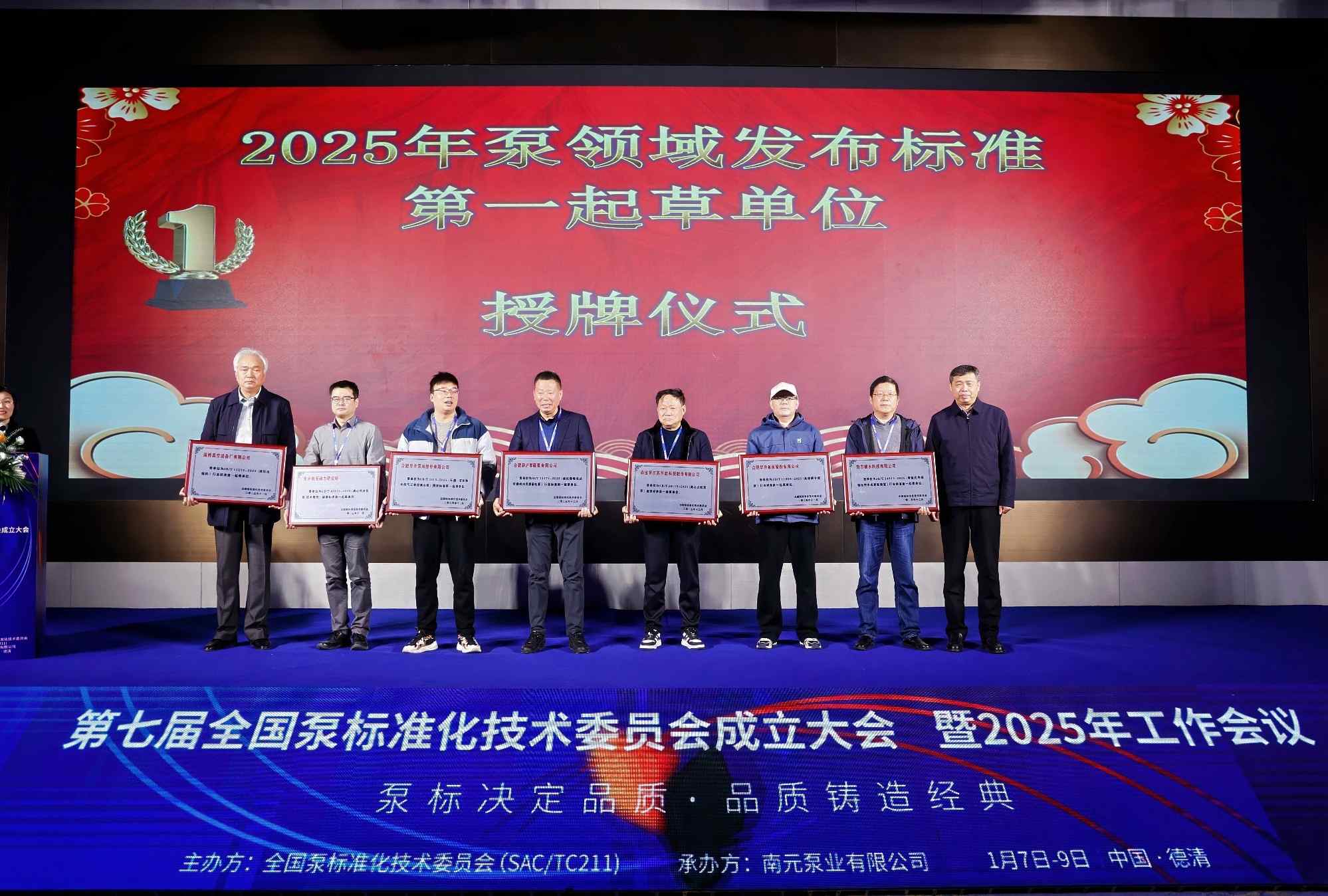
Recently, the Inaugural Meeting of the 7th National Technical Committee on Pump Standardization and its 2025 Working Conference was convened in Deqing County, Huzhou City, Zhejiang Province. Hefei Huasheng Pumps & Valves Co., Ltd. was invited to attend the meeting in recognition of its active role and contributions to pump industry standardization.
During the conference, Huasheng Pumps & Valves received multiple prestigious honors, reflecting its solid technical expertise and long-term commitment to standard development and implementation. The company was recognized as the leading drafting organization for both the industry standard JB/T 11008-2025 High-Speed Partial-Flow Pumps and the national standard GB/T 3215-2025 Centrifugal Pumps for Petroleum, Petrochemical and Natural Gas Industries. In addition, Huasheng was awarded the title of “Advanced Unit in National Pump Industry Standardization during the 14th Five-Year Plan Period” and was officially appointed as a member organization of the 7th National Technical Committee on Pump Standardization, underscoring the industry’s strong recognition of its technical strength and sense of responsibility.
As a core contributor to pump industry standard formulation, Huasheng Pumps & Valves upholds the philosophy of “driving innovation through standards and building excellence through quality.” Over the past decade, the company has led or participated in the development of more than 40 national, industry, and group standards, covering key product segments such as centrifugal pumps, chemical pumps, and special-purpose pumps. These standards span critical stages across the entire industrial chain and provide an important foundation for the standardized and sustainable development of the pump industry.
Looking ahead, Huasheng Pumps & Valves will continue to actively participate in the construction and improvement of the pump industry standardization system. By integrating advanced technologies with rigorous standards, the company remains committed to promoting high-quality industry development and contributing to the enhancement of the global influence and competitiveness of China’s pump industry.

































![[Good News] Hefei Huasheng Pumps & Valves Co., Ltd. Achieves Another Outstanding Result!](https://www.cnhs-pump.com/storage/uploads/images/202601/13/1768274381_zjdPvzeygD.jpg)
